在工业制造领域,“表面处理” 是决定产品品质与竞争力的关键环节,而打磨作为表面处理的核心工序,广泛应用于金属加工、汽车零部件、3C 产品、卫浴五金等多个行业。传统打磨工序长期依赖人工操作,不仅面临效率低、精度差、成本高的问题,还存在严重的职业健康风险。随着工业自动化技术的发展,协作机器人打磨凭借 “安全协作、柔性适配、精准高效” 的优势,成为解决各行业打磨痛点的 “普适性工具”,为设备商、非标自动化厂商及产线改造厂家提供了全新的技术升级方向。

一、协作机器人打磨:工业表面处理的 “柔性能手”
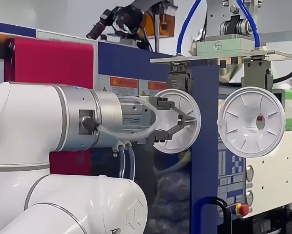
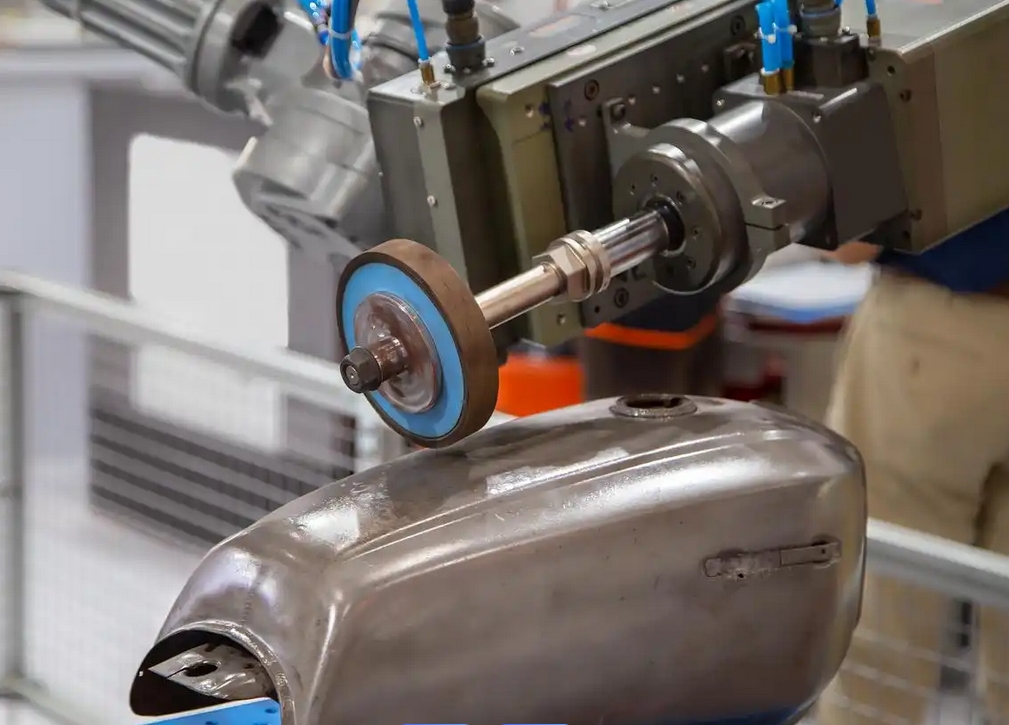
协作机器人打磨,是指通过具备力控、视觉引导功能的协作机器人,搭配专用打磨工具(如砂轮、砂纸、抛光轮等),对工件表面进行去毛刺、倒角、抛光、除锈等处理的自动化工艺。与传统工业机器人相比,协作机器人无需搭建复杂的安全防护栏,可直接与人工在同一工作区域协同作业,其内置的力控传感器能实时感知打磨压力,避免因压力过大导致工件损坏;搭配视觉引导系统后,还可精准识别工件的外形轮廓与位置,适配不同规格、形状的工件打磨需求。
从技术构成来看,一套完整的协作机器人打磨系统主要包含四部分:协作机器人本体(具备力控、运动控制功能)、打磨工具(根据工件材质与工艺选择)、视觉引导模块(精准定位工件)及控制系统(实现工艺参数设定与流程管控)。系统工作时,可通过预设打磨路径或实时视觉引导,实现 “工件定位 - 压力调节 - 路径规划 - 自动打磨” 的全流程自动化,有效解决传统人工打磨的诸多痛点。
二、五大普适性案例:协作机器人打磨的 “全行业落地”
协作机器人打磨并非局限于某一特定行业,而是能够深度适配金属加工、汽车零部件、3C 产品、卫浴五金、医疗器械等多个领域。以下五大案例均来自工业生产的常见场景,覆盖 “去毛刺、抛光、除锈、倒角、表面精修” 等核心打磨需求,展现协作机器人打磨的 “通用性价值”。
案例 1:汽车铝合金零部件去毛刺 —— 攻克 “复杂结构” 打磨难题
汽车发动机壳体、变速箱壳体等铝合金零部件,因铸造工艺会产生大量毛刺,且工件表面存在多个孔位、凹槽等复杂结构,传统人工打磨需手持工具深入缝隙处理,不仅效率低(单个工件打磨需 15 分钟),还易因力度不均导致孔位变形或表面划伤,良率仅能维持在 90% 左右。部分企业尝试使用传统工业机器人打磨,但因缺乏力控功能,无法适应工件的微小尺寸偏差,打磨合格率不足 85%。
引入协作机器人打磨系统后,通过视觉引导模块精准识别工件的孔位、凹槽位置,力控传感器实时调节打磨压力(控制在 5-10N 之间),确保打磨工具与工件表面紧密贴合且不损伤工件。协作机器人可灵活调整姿态,深入复杂结构缝隙完成去毛刺作业,单个工件打磨时间缩短至 3 分钟,良率提升至 99.5% 以上。同时,系统支持多型号工件切换,仅需更新视觉模板与打磨路径参数,换产时间从原来的 2 小时缩短至 15 分钟,满足汽车零部件多品种、小批量的生产需求。
案例 2:3C 产品金属外壳抛光 —— 实现 “镜面效果” 精准控制
手机、笔记本电脑的金属外壳(如铝合金、不锈钢材质)需经过多道抛光工序,达到镜面光泽度(光泽度值需≥80GU)。传统人工抛光依赖工人经验控制抛光力度与路径,易出现表面划痕、光泽度不均等问题,返工率高达 15%;且人工长期接触抛光粉尘,易引发尘肺病等职业疾病,用工成本逐年攀升。
协作机器人打磨系统通过 “视觉引导 + 力控调节” 双重保障,可实现抛光工艺的精准控制:视觉模块先检测外壳表面的初始状态,确定需重点抛光的区域;力控传感器根据外壳材质特性,将抛光压力稳定控制在 3-5N,避免压力过大导致表面划伤;机器人按照预设的螺旋形抛光路径作业,确保每个区域的抛光时间与力度均匀一致。应用后,金属外壳抛光光泽度偏差控制在 ±2GU 以内,返工率降至 0.5% 以下,单个外壳抛光时间从人工的 8 分钟缩短至 2 分钟,同时消除了粉尘对工人的健康危害,用工成本降低 60%。
案例 3:卫浴五金件除锈打磨 —— 适配 “不规则外形” 处理需求
水龙头、花洒等卫浴五金件多为黄铜材质,生产过程中表面易产生氧化层与锈迹,需进行除锈打磨处理。此类工件外形多为曲面、弧形结构,传统人工打磨需不断调整手持工具角度,难以保证除锈均匀性,且打磨后的表面粗糙度(Ra 值)波动较大(Ra=1.6-3.2μm),影响后续电镀工艺质量;若使用固定治具搭配传统机器人打磨,需为每种型号工件定制治具,成本高且换产周期长。
协作机器人打磨系统可通过视觉引导实时识别五金件的曲面轮廓,自动生成适配的打磨路径,力控传感器根据表面氧化层厚度动态调节打磨压力(氧化层厚区域压力调至 8-10N,薄区域调至 3-5N),确保除锈彻底且不损伤基材。打磨后工件表面粗糙度稳定控制在 Ra=0.8-1.2μm,完全满足电镀工艺要求;同时,系统无需定制治具,支持多种不规则外形五金件打磨,换产时仅需更新视觉模板,换产时间缩短至 10 分钟,适配卫浴行业多款式、快迭代的生产特点。
案例 4:医疗器械不锈钢部件倒角 —— 保障 “高精度安全” 标准
手术器械(如手术刀、止血钳)的不锈钢部件,在加工后需对边缘进行倒角处理(倒角尺寸需控制在 0.1-0.2mm),确保使用时不会划伤人体组织,且需满足医疗行业严格的洁净标准(表面无油污、无金属碎屑)。传统人工倒角依赖放大镜辅助操作,效率低(单个部件倒角需 10 分钟),且易因手部抖动导致倒角尺寸偏差,存在安全隐患;人工倒角后还需额外进行清洁处理,工序繁琐。
协作机器人打磨系统通过高精度视觉引导(定位精度达 ±0.02mm),精准识别部件边缘位置,按照预设的倒角路径作业,力控传感器将倒角压力稳定控制在 2-3N,确保倒角尺寸精准可控(偏差≤±0.01mm)。机器人打磨过程中搭配负压吸尘装置,实时吸除金属碎屑,打磨后部件表面洁净度符合医疗行业标准,无需额外清洁工序。应用后,单个医疗器械部件倒角时间缩短至 1.5 分钟,倒角尺寸合格率达 100%,完全满足医疗行业的高精度与高洁净要求。
案例 5:工程机械耐磨件去飞边 —— 应对 “高强度材质” 打磨挑战
挖掘机斗齿、装载机铲斗等工程机械耐磨件多为高锰钢材质(硬度达 HRC50-55),铸造后表面会产生大量飞边(飞边厚度可达 2-5mm),传统人工打磨需使用重型角磨机,劳动强度大,且飞边去除不彻底,易导致后续装配困难;人工打磨效率低(单个斗齿去飞边需 20 分钟),难以满足工程机械大批量生产需求。
协作机器人打磨系统搭配专用的重型砂轮打磨工具,通过力控传感器将打磨压力提升至 15-20N,可有效去除高锰钢材质的高强度飞边;视觉引导模块实时监测飞边去除进度,当检测到飞边厚度≤0.1mm 时,自动降低打磨压力至 5-8N,避免过度打磨损伤工件本体。应用后,单个斗齿去飞边时间缩短至 5 分钟,飞边去除合格率达 99% 以上,同时大幅降低工人劳动强度,解决工程机械行业 “重体力、低效率” 的打磨痛点。
三、协作机器人打磨的选型与部署:贴合需求,高效落地
对于设备商、非标自动化厂商及产线改造厂家而言,协作机器人打磨系统的选型与部署需结合 “工件特性、工艺要求、生产场景” 三大核心要素,避免盲目投入,确保系统高效落地。以下三大关键要点可供参考:
1. 基于工件特性选择核心配置
材质硬度:针对高锰钢、不锈钢等高强度材质,需选择具备高负载能力(负载≥10kg)与大扭矩输出的协作机器人,搭配耐磨的砂轮打磨工具;针对铝合金、塑料等低硬度材质,可选择轻负载(负载 3-5kg)机器人,搭配砂纸或抛光布工具,避免材质损伤。
外形结构:若工件为规则平面或圆柱结构,可选择基础视觉引导模块;若为复杂曲面、多孔位结构,需搭配 3D 视觉引导模块,实现更精准的轮廓识别与路径规划。
2. 结合工艺要求设定参数
精度要求:若需实现高精度倒角(偏差≤±0.01mm)或镜面抛光(光泽度偏差≤±2GU),需选择力控精度≤0.1N、重复定位精度≤±0.02mm 的协作机器人,并搭配高精度视觉系统(定位精度≤±0.01mm)。
效率要求:若需满足大批量生产(如 3C 产品外壳抛光,日产量≥10000 件),需选择运动速度≥1m/s 的协作机器人,并优化打磨路径,减少无效运动时间,提升单位时间处理量。
3. 适配生产场景保障安全与兼容
安全协作:若需与人工协同作业(如小型零部件混合打磨场景),需选择具备符合 ISO/TS 15066 标准的安全协作功能(如碰撞检测、限速控制),确保人机协作安全。
系统兼容:协作机器人打磨系统需与企业现有生产系统(如 MES 生产执行系统、PLC 控制系统)兼容,支持标准通信协议(如 Profinet、EtherNet/IP),实现生产数据实时上传与工艺参数远程调整,便于生产管理与质量追溯。
四、结语:协作机器人打磨,推动工业表面处理升级的 “核心动力”
从汽车零部件的去毛刺到 3C 产品的镜面抛光,从卫浴五金的除锈处理到医疗器械的高精度倒角,协作机器人打磨正以 “柔性适配、精准高效、安全环保” 的特性,成为各行业解决表面处理痛点的 “核心工具”。它不仅能显著提升打磨精度与效率,降低人工成本与职业健康风险,还能快速适配多品种、小批量的生产需求,为设备商提升产品竞争力,为非标自动化厂商拓展解决方案边界,为产线改造厂家实现低成本、高效率的工艺升级。
随着视觉引导、力控算法等技术的不断优化,协作机器人打磨的应用场景将进一步拓展,精度与效率将持续提升,成为推动工业表面处理从 “人工依赖” 向 “智能自动化” 转型的关键力量,为青岛地区乃至全国的工业制造企业注入新的发展动能。