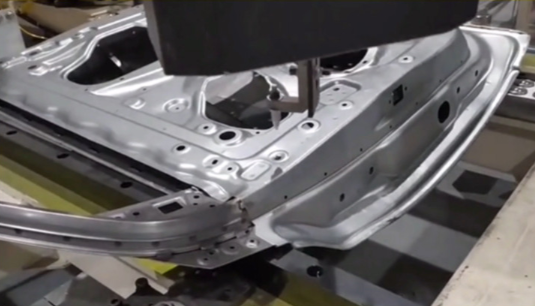
在金属加工领域,底座类铸件是再常见不过的基础零件——无论是机床床身、发动机缸体还是设备基座,它们都需要经过严格的机加工才能达到设计精度。然而,一个长期困扰加工行业的老问题始终存在:铸件本身存在尺寸波动、毛坯余量不均、定位基准面不一致,传统装夹方式极易导致加工偏位、余量分配失衡,甚至直接报废。
如今,3D视觉引导定位技术的引入,正在彻底改变这一局面。
痛点:为什么铸件机加工前“找正”这么难?
铸造工艺决定了毛坯件必然存在一定程度的收缩变形、分型面飞边、拔模斜度等特征。同一批次出厂的底座铸件,实际三维形态可能存在数毫米的差异。传统做法依赖人工划线或机械寻边器找正,效率低、一致性差;即便使用简易的夹具定位,也无法适应每个工件的个体差异。
结果就是:要么加工后局部留有黑皮,要么某一侧被切掉过多,影响力学性能和外观。对于高精度要求的配合面或螺纹孔位置,更是风险重重。
解决方案:3D视觉如何实现“智能找正”?
3D视觉引导定位的核心思路并不复杂:在机加工之前,让机器“看见”并“理解”这个铸件实际摆放的位置和姿态,然后自动计算出最佳加工基准。
具体流程通常包括三个步骤:
第一步:快速扫描,获取三维点云
在工件进入加工工位后,3D相机从上方或侧面进行非接触式拍照,瞬间获取底座铸件表面数百万个空间点的三维坐标信息,形成完整的点云数据。
第二步:点云处理与特征匹配
软件算法对点云进行去噪、平滑、分割处理,并与预设的铸件CAD模型进行匹配。系统自动识别出关键的基准平面、定位孔、止口面等特征。即便铸件存在轻微的变形或毛刺,算法也能通过最佳拟合算法找到最合理的工件“真实位姿”。
第三步:生成补偿值,引导加工
将识别出的工件实际位置与理论加工坐标进行比对,计算出X、Y、Z三个方向的偏移量以及旋转角度。这些补偿值实时传输给数控系统,自动修正加工程序的零点偏置。整个过程通常在数秒内完成,无需人工干预。
带来的核心价值
实际应用表明,采用3D视觉引导定位后,加工企业可获得实实在在的收益:
消除装夹误差:每个工件都基于自身实测位置进行加工,定位精度可达0.1mm以内,远高于人工找正。
适应毛坯波动:对铸件一致性要求显著降低,即使混入不同批次的毛坯,系统也能从容应对。
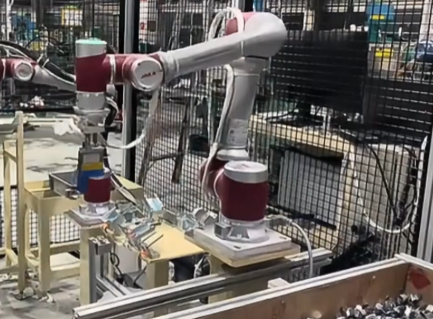
提升自动化率:配合机器人上下料,可实现“盲抓-视觉定位-加工”的全自动循环,真正意义上的无人值守。
减少废品损失:因定位错误导致的加工废品率大幅下降,尤其对于高价的大型底座铸件,效益非常明显。
落地应用的关键考量
当然,要让这项技术稳定发挥作用,有几个细节值得注意:相机安装位置需避免与刀具、切削液干涉;现场光照变化需要通过硬件或算法进行抑制;针对黑色铸件表面,需选择结构光或激光条纹类抗干扰能力强的成像方案。此外,视觉系统的标定精度直接影响最终效果,建议采用多姿态标定法并与机床坐标系严格统一。
结语
底座铸件的机加工精度,直接决定了整台设备的装配质量与使用寿命。3D视觉引导定位技术,将“凭经验、凭手感”的传统装夹方式升级为数据驱动的智能化定位,既解决了铸件毛坯不一致的天然难题,也为实现柔性制造打开了通路。对于希望提升加工品质、降低对熟练技工依赖的制造企业而言,这无疑是一个值得重点关注的方向。